PE(聚乙烯)管材因其耐腐蝕、輕質(zhì)高強(qiáng)和長(zhǎng)壽命等優(yōu)點(diǎn),廣泛應(yīng)用于燃?xì)狻⒔o水等領(lǐng)域。在PE管材生產(chǎn)線中,確保管材外表光亮不僅提升產(chǎn)品美觀度,還反映生產(chǎn)過程的精準(zhǔn)控制。本文將探討PE管材如何實(shí)現(xiàn)外表光亮,并介紹大口徑燃?xì)夤艿涝O(shè)備的關(guān)鍵技術(shù)。
PE管材外表光亮的實(shí)現(xiàn)方法
PE管材的外表光亮主要取決于材料選擇、生產(chǎn)工藝和設(shè)備優(yōu)化。以下是關(guān)鍵因素:
- 原材料質(zhì)量控制:PE樹脂的純度和添加劑(如抗氧化劑、光穩(wěn)定劑)直接影響管材表面光澤。選擇高密度聚乙烯(HDPE)或中密度聚乙烯(MDPE),并確保無雜質(zhì),可減少表面粗糙。
- 擠出工藝優(yōu)化:在擠出過程中,溫度和壓力控制至關(guān)重要。適當(dāng)?shù)娜垠w溫度(通常為180-220°C)能保證PE充分熔融,避免因冷卻過快產(chǎn)生表面缺陷。擠出機(jī)螺桿設(shè)計(jì)需確保物料均勻混合,減少氣泡和降解。
- 模具與冷卻系統(tǒng):使用精密模具(如螺旋式模具)可確保管壁厚度均勻,防止表面起皺。冷卻水槽的溫度和流速需精確控制,快速而均勻的冷卻能形成光滑表面。通常采用水冷或風(fēng)冷系統(tǒng),避免因溫差過大導(dǎo)致應(yīng)力開裂。
- 牽引與切割設(shè)備:平穩(wěn)的牽引速度(與擠出速度匹配)防止管材拉伸變形。自動(dòng)化切割設(shè)備確保切口平整,減少毛刺,進(jìn)一步維護(hù)外表光亮。
- 表面處理與后加工:部分生產(chǎn)線添加拋光或涂層工序,例如使用紅外線加熱進(jìn)行表面修復(fù),提升光澤度。定期清潔模具和擠出機(jī),防止積碳污染。
通過以上方法,PE管材可達(dá)到高光亮外表,符合行業(yè)標(biāo)準(zhǔn)如ISO 4427和GB/T 13663。
大口徑燃?xì)夤艿涝O(shè)備技術(shù)
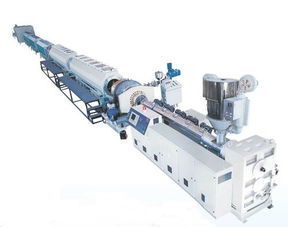
大口徑PE燃?xì)夤艿溃ㄍǔV钢睆匠^315mm)對(duì)設(shè)備要求更高,涉及安全性和耐久性。關(guān)鍵設(shè)備包括:
- 擠出生產(chǎn)線:采用大型擠出機(jī)(如單螺桿或雙螺桿),配合多層共擠技術(shù),增強(qiáng)管材的耐壓和抗沖擊性能。自動(dòng)化控制系統(tǒng)實(shí)時(shí)監(jiān)控溫度、壓力和速度,確保一致性。
- 燃?xì)鈱S脵z測(cè)設(shè)備:燃?xì)夤艿佬鑷?yán)格檢測(cè)氣密性和強(qiáng)度。設(shè)備包括水壓試驗(yàn)機(jī)、超聲波探傷儀和電熔焊機(jī),確保接頭無泄漏。例如,電熔焊設(shè)備通過加熱元件實(shí)現(xiàn)管材與管件的可靠連接。
- 輔助系統(tǒng):包括混料裝置、干燥系統(tǒng)和收卷設(shè)備,確保原材料無水分污染,避免管材內(nèi)部氣泡。對(duì)于大口徑管材,常采用龍門式收卷機(jī),防止變形。
- 安全與環(huán)保設(shè)計(jì):燃?xì)庠O(shè)備需符合安全規(guī)范,如防爆電器和廢氣處理系統(tǒng),減少生產(chǎn)過程中的VOCs排放。
PE管材的外表光亮依賴于全流程的精細(xì)控制,而大口徑燃?xì)夤艿涝O(shè)備則強(qiáng)調(diào)安全與高效。隨著技術(shù)進(jìn)步,智能化和綠色生產(chǎn)將成為未來趨勢(shì),推動(dòng)PE管材在燃?xì)忸I(lǐng)域的廣泛應(yīng)用。企業(yè)在選擇設(shè)備時(shí),應(yīng)優(yōu)先考慮可靠性和自動(dòng)化程度,以提升產(chǎn)品質(zhì)量和市場(chǎng)競(jìng)爭(zhēng)力。









